 Germany
Germany Italy
Italy USA
USA South Korea
South Korea UK
UK India
India France
France China
China Japan
JapaniMFLUX
NC Optimization Case Study
![]()
iMFLUX recently decided to put their in-house CAM System (with trochoidal milling and radial chip thinning optimization) to the test against VERICUT Force Optimization.
Nine iMFLUX machining operations were tested for Machine Cycle Time, Cutting Tool Life, Cutting Tool Temperatures and Material Temperatures.
Force Results and Benefits
Results
Savings per Part/Machining Operation (%)- Project #1: 37.32%
- Project #2: 33.51%
- Project #2 (back): 30.47%
- Project #3: 10.20%
- Project #4: 09.70%
- Project #5 (CAM optimization vs Force): 17.54%
- Sandvik 25mm Test: 16.90%
- Hard Mill Test: 51.00%
- Logo Soft Test: 30.47%
Benefits
- Force saved at least 17% on even the most basic geometry tool paths
- Force saved up to 45% on our most complex geometry toolpaths
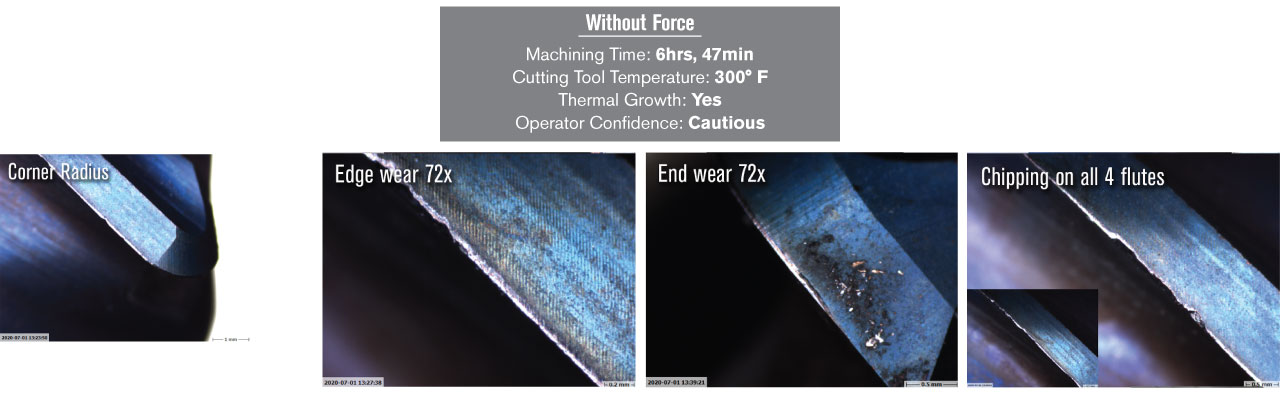
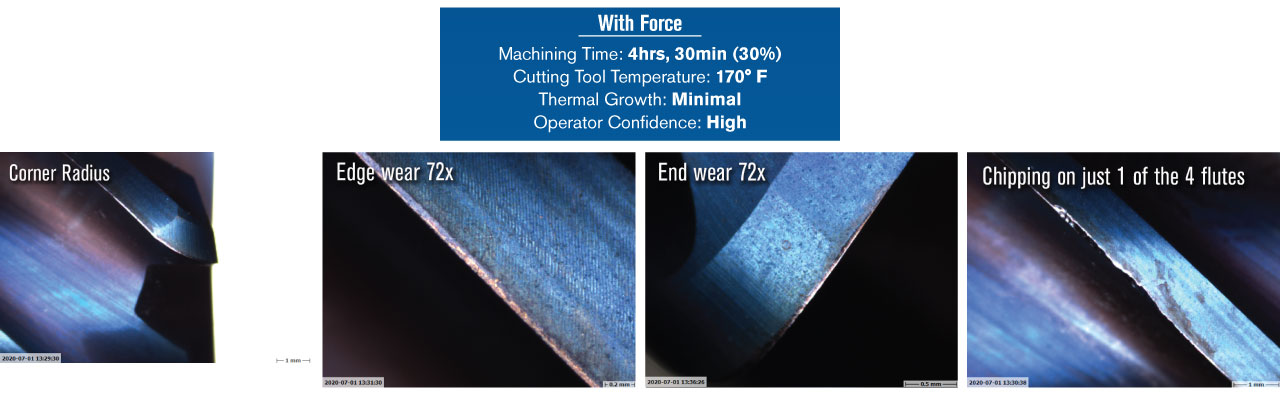
- Tool wear on Force toolpaths is significantly improved (corner wear, edge wear, end wear & flute chipping)
- Force toolpaths reduced thermal growth
- Benefits on finishing will result from Force
- Force optimization increased machinist / operator confidence
Force Cutting Tool Life
Detailed Results
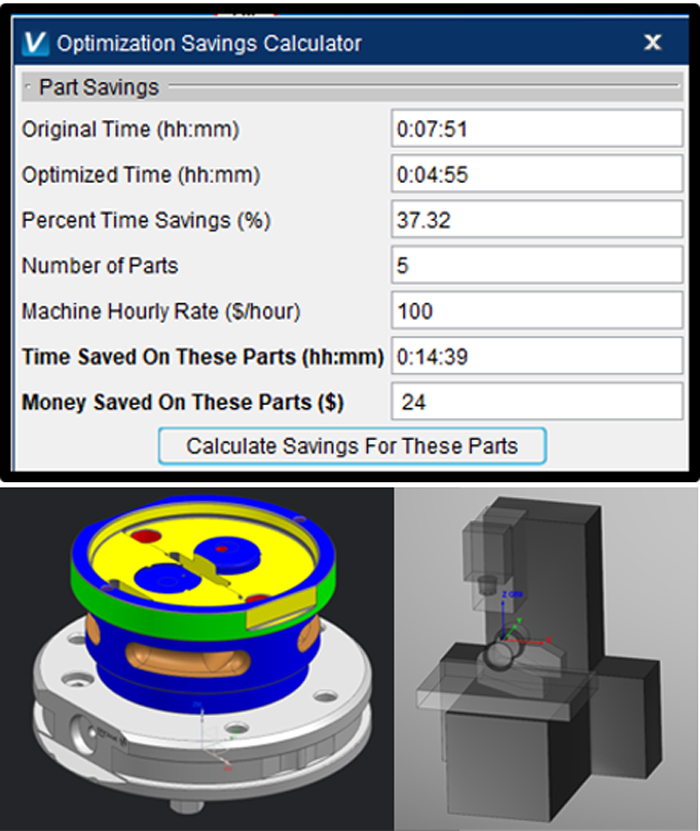
Project 1
Machine: Makino-V33
Material: 420SS - 48-52 RC
Force Results:
Original Time (hh:mm): 0:07:51
Optimized Time (hh:mm): 0:04:55
Percent Time Savings (%): 37.32
Number of Parts: 5
Machine Hourly Rate ($/hour): 100
Time Saved On These Parts (hh:mm): 0:14:39
Money Saved On These Parts ($): 24
Machine: Makino-V33
Material: 420SS - 48-52 RC
Force Results:
Original Time (hh:mm): 0:07:51
Optimized Time (hh:mm): 0:04:55
Percent Time Savings (%): 37.32
Number of Parts: 5
Machine Hourly Rate ($/hour): 100
Time Saved On These Parts (hh:mm): 0:14:39
Money Saved On These Parts ($): 24
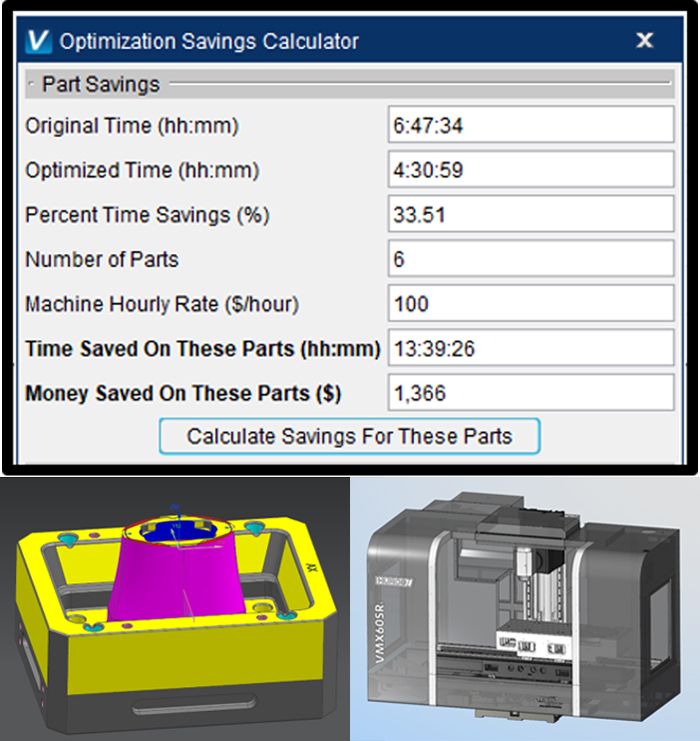
Project 2
Machine: Hurco VMX60SRTi
Material: 420SS - 48-52 RC
Force Results:
Original Time (hh:mm): 6:47:34
Optimized Time (hh:mm): 4:30:59
Percent Time Savings (%): 33.51
Number of Parts: 6
Machine Hourly Rate ($/hour): 100
Time Saved On These Parts (hh:mm): 13:39:26
Money Saved On These Parts ($): 1,366
Machine: Hurco VMX60SRTi
Material: 420SS - 48-52 RC
Force Results:
Original Time (hh:mm): 6:47:34
Optimized Time (hh:mm): 4:30:59
Percent Time Savings (%): 33.51
Number of Parts: 6
Machine Hourly Rate ($/hour): 100
Time Saved On These Parts (hh:mm): 13:39:26
Money Saved On These Parts ($): 1,366
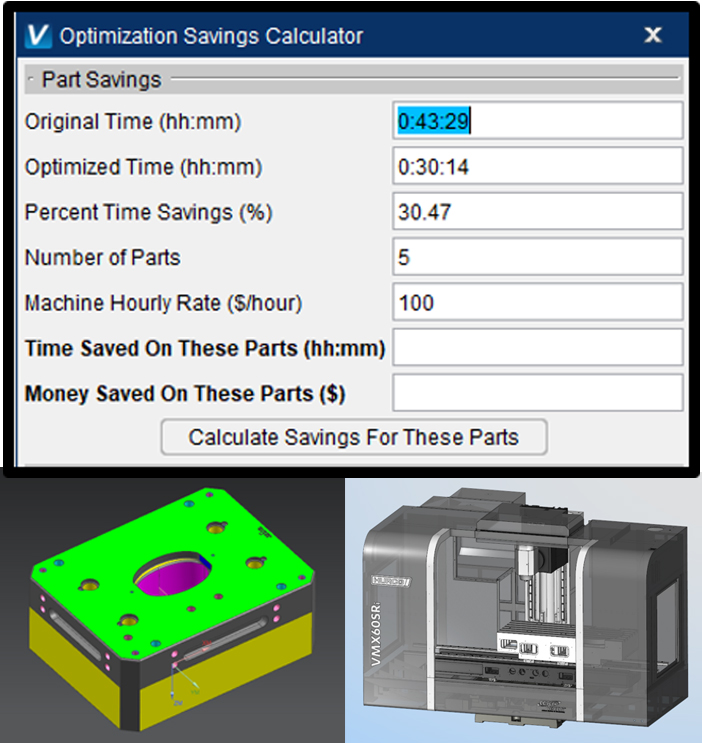
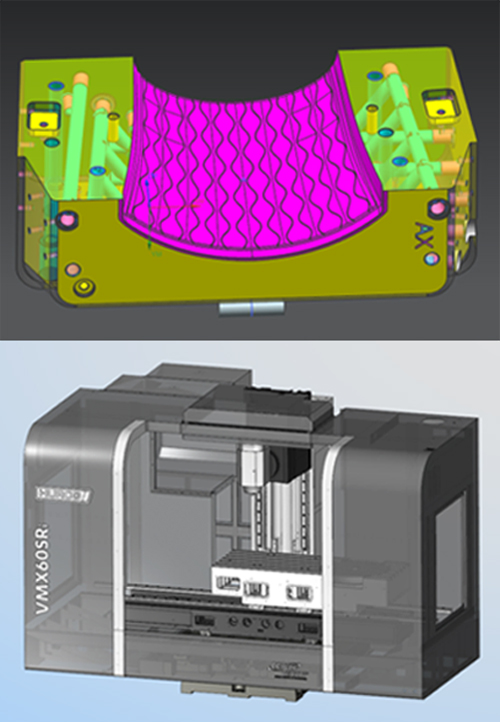
Project 2 back
Machine: Hurco VMX60SRTi
Material: 420SS - 48-52 RC
Force Results:
Original Time (hh:mm): 0:43:29
Optimized Time (hh:mm): 0:30:14
Percent Time Savings (%): 330.47
Number of Parts: 5
Machine Hourly Rate ($/hour): 100
Time Saved On These Parts (hh:mm):
Money Saved On These Parts ($):
Machine: Hurco VMX60SRTi
Material: 420SS - 48-52 RC
Force Results:
Original Time (hh:mm): 0:43:29
Optimized Time (hh:mm): 0:30:14
Percent Time Savings (%): 330.47
Number of Parts: 5
Machine Hourly Rate ($/hour): 100
Time Saved On These Parts (hh:mm):
Money Saved On These Parts ($):
Project 3
Machine: Hurco VMX60SRTi
Material: 420SS - 48-52 RC
Force Results: 10.2% Savings *Note: This is a simple geometry toolpath
Machine: Hurco VMX60SRTi
Material: 420SS - 48-52 RC
Force Results: 10.2% Savings *Note: This is a simple geometry toolpath
Project 4
Machine: Hurco VMX60SRTi
Material: 420SS - 30 RC
Force Results: 9.7% Savings *A large portion of this program is hole drilling and was not optimized. The savings were calculated for the entire job, which is why the percentage is lower
Machine: Hurco VMX60SRTi
Material: 420SS - 30 RC
Force Results: 9.7% Savings *A large portion of this program is hole drilling and was not optimized. The savings were calculated for the entire job, which is why the percentage is lower
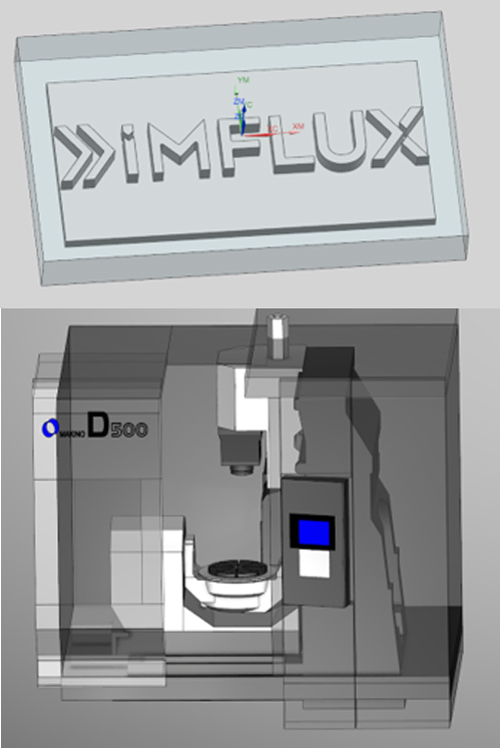
Sandvik 25MM Test
Machine: Makino-D500
Material: 420SS - 25 RC
Force Results: 16.9% Savings *Note: This is a simple geometry toolpath
Machine: Makino-D500
Material: 420SS - 25 RC
Force Results: 16.9% Savings *Note: This is a simple geometry toolpath
Hard Mill Test
Machine: OKK (VB53)
Material: Stavax 420 Hard - 52 RC
Force Results: 51% Savings *Note: This is a complex geometry toolpath
Machine: OKK (VB53)
Material: Stavax 420 Hard - 52 RC
Force Results: 51% Savings *Note: This is a complex geometry toolpath
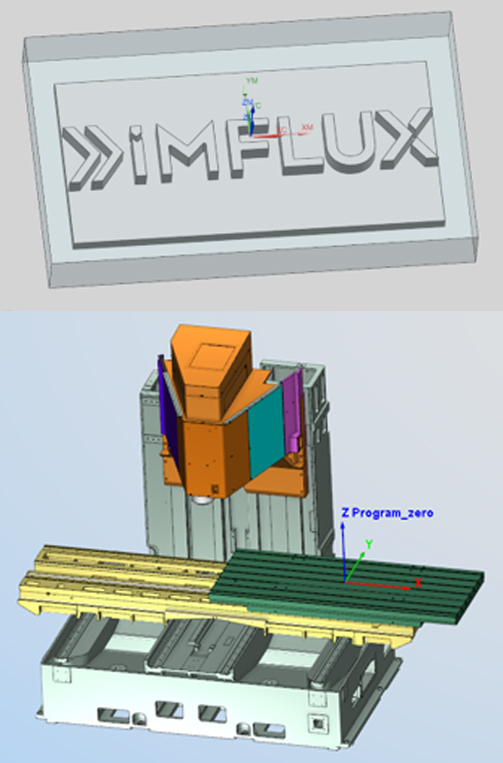
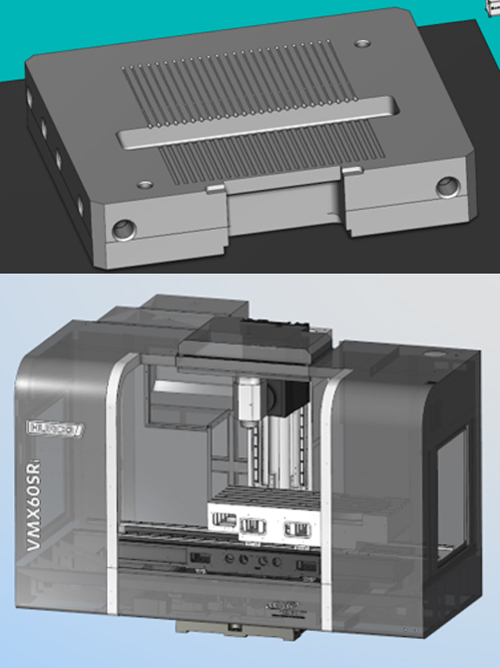
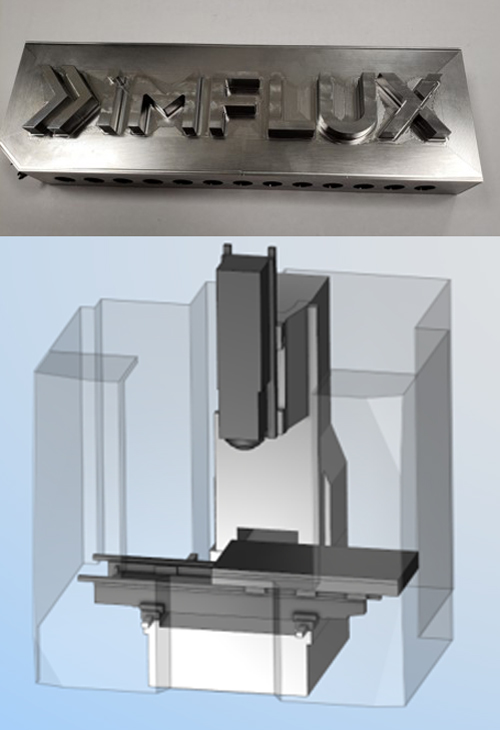
Logo
Machine: Hurco-VMX84i
Material: P20 - 32RC
Force Results: 30.47% Savings
Machine: Hurco-VMX84i
Material: P20 - 32RC
Force Results: 30.47% Savings
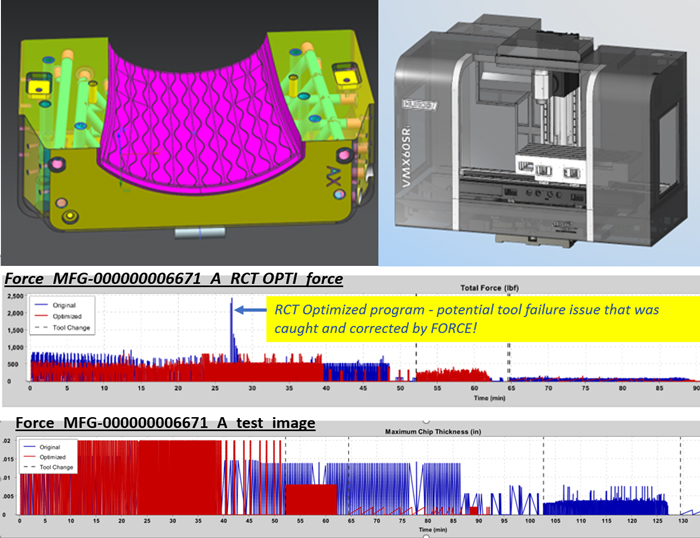
Project 5 - Radial Chip Thinning Optimization vs VERICUT Force
Machine: Hurco-VMX60SRTi
Material: P20 - 32RC
Force Results:
Original Cycle Time: 6 hours 39 minutes
Optimized with CAM - RCT Optimization: 6 hours 01 minutes
RCT Optimized Program after Force: 5 hours 29 minutes
Machine: Hurco-VMX60SRTi
Material: P20 - 32RC
Force Results:
Original Cycle Time: 6 hours 39 minutes
Optimized with CAM - RCT Optimization: 6 hours 01 minutes
RCT Optimized Program after Force: 5 hours 29 minutes