 Germany
Germany Italy
Italy USA
USA South Korea
South Korea UK
UK India
India France
France China
China Japan
Japan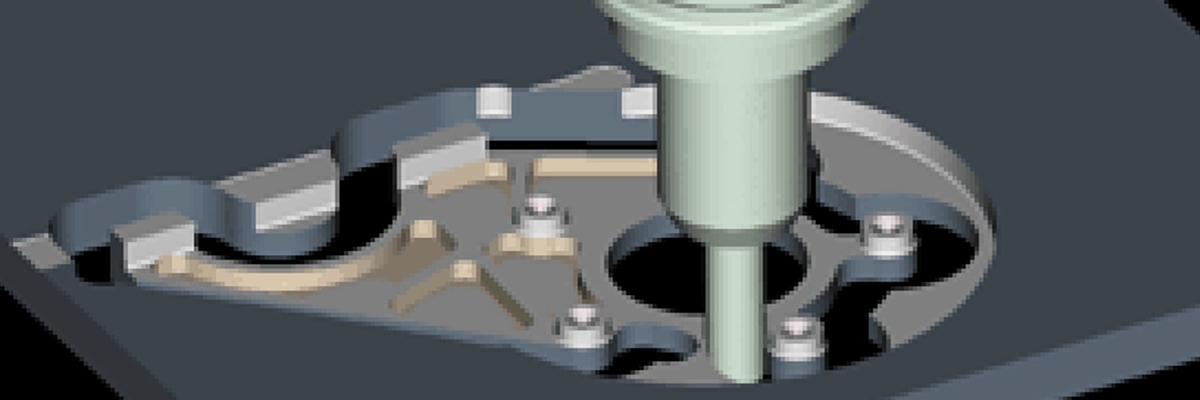
Cruising on Solar Power
What does it take to build a car that is powered by nothing but the sun’s rays? Well, besides a lot of high tech solar collection and storage equipment, it takes a well-built frame and quality designed parts. At the University of Oklahoma, the solar car team made use of modern manufacturing technologies to build the “Spirit of Oklahoma” which placed first in the Engine Innovation category and 16th overall in the 1999 Sunrayce competition this summer.
Sunrayce is a biennial intercollegiate competition to design, build and race solar-powered cars in a challenging long-distance course. The event debuted in 1990. This year’s course went from Washington D.C. to Epcot Center in Florida. In addition to promoting educational excellence, Sunrayce contributes to America’s awareness about a host of important issues: renewable energy sources and technology; clean energy option; environmental protection; cost savings through energy efficiency; improvements in transportation; and creation of new, fast-growing, energy-related fields.
The research used in building and racing the solar vehicles is directly applicable to the consumer electronic vehicles of today and tomorrow. “We’re using the most advanced solar collection and storage technology available in these cars,” says Dr. John Fagan of the University of Oklahoma’s Electric Vehicle Research Institute. “The solar car is a ‘scale’ car, where the energy needs are scaled down from those of a consumer vehicle. The Spirit of Oklahoma requires five kilowatts to run versus the 25 kilowatts required by a consumer car. This enables us to test prototype technology, new designs, and different energy management systems. If they are successful, they can be scaled up for use on commercial fleets.”
Technology developed for the 1999 car will be utilized in future consumer electric vehicles. The research also benefits stationary solar panel technology. Because the solar collection panels on the cars can only be so big, they need to be as efficient as possible. This helps in the development of new technologies to design smaller, lighter, more efficient solar collection systems.
Manufacturing the parts to build the cars presents its own challenge. Because teams are trying to get as much as they can from every last bit of solar energy, all the parts used to build a solar car must be lightweight and strong. “This means that all non-essential material must be removed,” said Barry Bergeron, an instrument maker in the school’s Physics & Astronomy department. In order to do so, they machine away unnecessary metal from the different components of the car. “It involves a lot of pocketing with constantly varying cutter engagement and tool pressure. For conditions like this, we rely on VERICUT to dramatically increase cutting efficiency.”
Prior to implementing VERICUT into the manufacturing process, the shop did have some trouble with occasional gouges or scrapped parts. “We would read through the NC code for obvious errors, but that does little to help with gouge detection. As the parts become more elaborate, reading the code for crash detection becomes less effective,” said Bergeron. Simulating the machining process on the computer has enabled us to create parts more quickly and efficiently, without wasting metal to scrap. “VERICUT’s abilities are advantageous to us because we almost never cut more than one of a part. For prototyping, program verification and part fabrication happen simultaneously. Also, a margin of safety that is always absent on first run parts is to some degree restored by using VERICUT,” said Bergeron. They never discard drop off material; it is kept and reused for future projects. VERICUT allows them to easily model the stock pieces and position the work offset within the stock for efficient use of that material.
They also found an unexpected benefit. They use VERICUT to avoid having their CAMAND CAM software handle the machining speeds and feeds. VERICUT can read a tool path file (G-code or CAM output) and optimize the feed rates. The program first breaks individual cutting motions into smaller segments. Then, based on the amount of material removed in each segment, VERICUT then assigns the best feed rate for the cutting conditions in that particular segment of the tool path.
CAMAND can generate many separate tool path sections for any one part. When programming for one material and then changing materials, every ITP (Intermediate Tool Path) section must be edited with considerable effort – it could be hundreds of changes per tool path file! VERICUT can change speeds and feeds according to cutting conditions including difference in material and tooling. It is done automatically; the programmer does not have to make even one manual insert into the code. “This is an easy and effective method that is also logical and intuitive. Our non-programmers say this is how programming should be,” said Bergeron. “Using CAD/CAM software gives our shop a dramatic improvement of part and mechanism design and functionality. That’s extremely important when machining parts for projects such as the Spirit of Oklahoma solar car – and VERICUT is an integral part of the process. And more than just cutting parts more quickly, which it often does, VERICUT preserves our tooling and machinery.”


