 Germany
Germany Italy
Italy USA
USA South Korea
South Korea UK
UK India
India France
France China
China Japan
Japan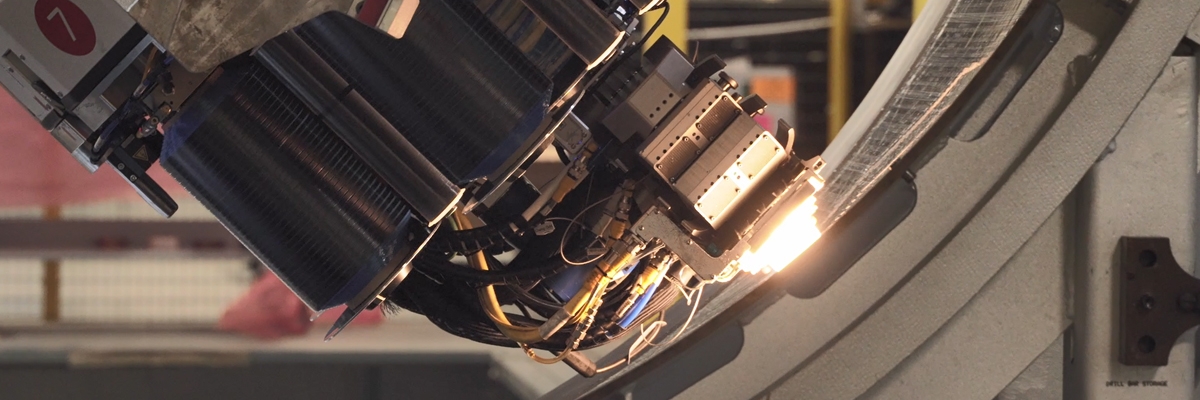
A Digital Approach to Automation
Middle River Aerostructure Systems (MRAS) an ST Engineering Company leverages technology from CGTech and ElectroImpact to automate a portion of its composite parts production
Continuous improvement takes many forms. It could be a Lean or Six Sigma initiative. Perhaps it’s a training program designed to increase workplace safety, or implementation of a setup time reduction strategy. For manufacturers of composite aircraft components, where products are built one hand laid up layer at a time, the most logical approach to improving the bottom line is automation—eliminating the variability that comes with hand layups and reducing labor costs in one fell swoop.
Dis-Continuing the legacy
The problem is, where to start? This was the question facing MRAS several years ago. Automation in composite manufacturing is not a new technology. For composite lamination it is commonly called Automated Fiber Placement (AFP). There are numerous factories and primary structures that are manufactured with AFP technologies. The difficulties come in applying those technologies to small relatively light weight components. The cost vs. savings equation heavily favors large, heavy structures like wing skins, spars and fuselages which have benefitted greatly from automation.
MRAS specializes in the production of composite aerostructures for commercial and military applications—mainly nacelles and thrust reversers. It’s 1 million sq. ft. facility in Baltimore, Maryland has over 600,000 sq. ft. of composite manufacturing space and hundreds of employees, and the company enjoys a proud history dating back to its founding in 1929 by aviation pioneer Glenn L. Martin. MRAS knew that although they had a deep understanding of the traditional methods of composite manufacturing, they were not where they needed to be when it came to automation. The decision was made to take a significant step forward and invest in automation.
Blank slates
The plans for introducing new manufacturing technology typically starts with what is known as the “Parts Space”. That is the variety of parts that are available to re-design using a new process. There are some components that quickly fall out of the list but often it comes down to a handful of parts that all seem to make sense to transition to an automated process.
With the help of CGTech and Electroimpact, MRAS began the process of analyzing these parts to select the final candidates. This was where the digital stream started for MRAS.
Often the term Digital or “Big Data” is applied to the large amounts of data that are collected within any business. This data is then sorted or used to measure performance metrics or other analytical inquisitions. This does not however need to be the case. For MRAS the ability to digitally model and simulate the manufacture of the candidate parts allowed for a thorough understanding of the cost vs. savings. This was incredibly important especially given the small, relatively light weight components that MRAS manufactures. As noted by Mitchell Smith (Composite Process and Technology Leader) “Without the ability to fully simulate and model the manufacturing process we would have never been able to establish a launching point for the project”. After several iterations MRAS selected a group of parts to convert within the A320NEO structures it was building. “The high volume and rate of the NEO program enabled the cost vs. savings equation to work out in favor of AFP. We just had to stay within our Cap Ex targets” explained Smith. That meant no new tooling and consuming minimal floor space. “Our goal was to remove 40% of the labor from the production process,” he says. “That was what we built our business case on.”
With more than 600,000 sq. ft. of composite manufacturing space and hundreds of employees, MRAS produces a cariety of composite aerostructures for commercial and military applications
MRAS was already in production with a suite of female tooling. Female tooling simply means that the tools are concave instead of convex. This is typically the case for parts that require a smooth flow side surface like Nacelle structures where aero-smoothness is a critical part of engine performance. Most AFP parts are made with male tooling which do not restrict the use of large end effectors that are required to support the automated machinery. The geometry of male tooling is also favorable for material pay-out which is controlled with tow tension.
“That was actually the biggest constraint,” he says. “We’d invested millions of dollars in female tooling and we were not going to purchase new tools—looking back, it presented a level of complexity that’s hard to appreciate. Male tooling would have made the machine easier to build and the processes easier to develop, but it also forced us to make big technology advancements quickly. In hindsight, that was a good thing, even if it didn’t seem that way at the time.” “The bottom line was that we needed to be able to produce a high volume of relatively low weight product at a high rate with a compact cell and a complicated tool string,” notes Smith.
Concurrent with the part selection process MRAS also began evaluating various AFP Machine builders. “We received a variety of machine proposals and each had their pros and cons but none matched up to the business case we needed to support” notes Smith. “In order to meet the business case MRAS needed a high speed AFP machine that supported a rapid tool change out and required minimal staff to run.”
According to MRAS’ Composite Process and Technology Leader, the company’s female tooling presented “a level of complexity that’s hard to appreciate.”
“We were looking for a system that could—at least in theory—operate around the clock with almost zero downtime, something that was basically unheard of in this industry,” he says. “That’s what we needed to support the production of over 240 individual components per month. And even though they didn’t have one at the time, Electroimpact was the only company willing to work with us on building one.”
Electroimpact Inc. is a factory automation and tooling solutions provider in Mukilteo, Wash. The company builds a range of automated composite layup machines, riveters and drilling equipment, and robotic assembly systems for use in the aerospace industry. Its roster of AFP and ATL (automated tape layup) machines rely on programming and simulation software from Irvine, Calif.-based CGTech Inc., developers of the VERICUT line of toolpath verification and optimization software used by machine shops across the world.
After selecting the machine maker., MRAS spent the next year or so working with Electroimpact and CGTech to program and validate each component—multiple times, in some cases. As suspected, the U-shaped female tooling proved to be tight quarters for the AFP head, making accurate simulation critical to crash avoidance. Numerous trial components were made at Electroimpact even when the machine was not completely fabricated. Through it all, a continuous dialogue between supplier and customer assured that the as-yet unproven process would deliver products that would consistently meet the rigid aerospace specifications.
Shown here, an A320 NEO Fixed Gantry AFP machine cell
In mid Q4 2018 initial production began and by the end of January 2019 MRAS was cranking out nacelle components. Current production is at or above the planned business case with significant reductions in labor costs and higher throughput.
There’ve been other benefits as well. Matt Kurtz, technical support engineer for composites at CGTech, was there for the duration of the project. He says this is yet another example where the move to automated machinery forces companies to become more digital, thus allowing them to reap the benefits of the digital thread.
“Consider the ancillary processes,” he says. “With an automated machine tool, I have software that can tell me exactly how many pounds of material will be needed, and how many minutes it will take to build the part. Quoting and scheduling become much easier. Also, I can make changes to the design and immediately understand what impact it will have on manufacturing. And of course, you can simulate everything in advance, so there are never any surprises. When you think about it, automation not only makes the factory floor more efficient, but provides upstream and downstream benefits as well.”
For those of you wondering about potentially displaced workers, MRAS did not reduce their workforce by going to automation. “Quite the opposite has occurred” notes Smith. “By bringing this new technology to the business we have been able to capture new business and have installed additional AFP machines. We have had to hire additional people to handle the growth.. Fears about employees losing their jobs were completely unfounded. It was definitely the right move for us.”
www.cgtech.com
www.electroimpact.com
www.mras-usa.com
www.stengg.com



