 Germany
Germany Italy
Italy USA
USA South Korea
South Korea UK
UK India
India France
France China
China Japan
Japan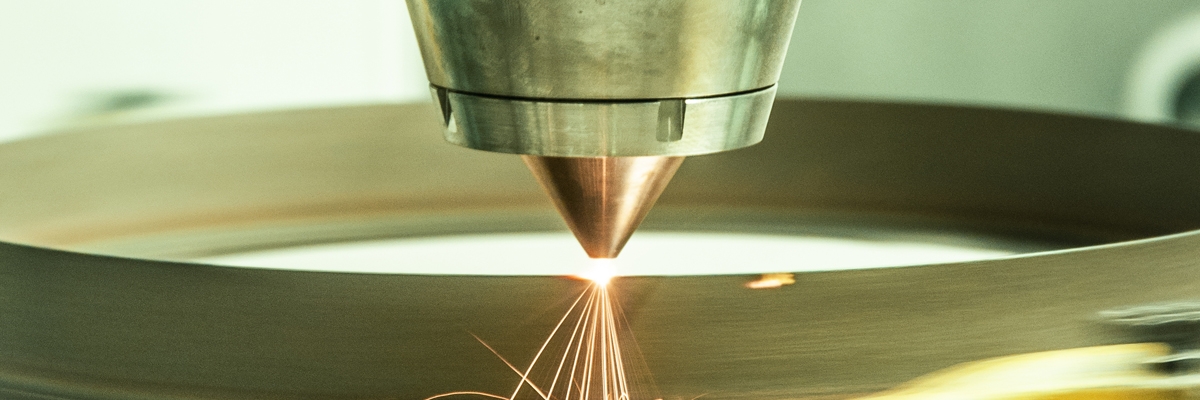
Additive manufacturing equipment provider BeAM turns to CGTech for its simulation needs
“We’d just finished building this beautiful part and the head just plowed right into the middle of it,” says Austin Kron, managing director at BeAM in Cincinnati, Ohio. “And since we obviously want to avoid situations like this in the future, we immediately began looking for a software tool that would give us better visualization of the additive manufacturing process. That’s what brought us to CGTech.”
From France to the US
If you haven’t yet heard of them, BeAM makes metal 3D printers. Based in Strasbourg, France, the company offers an alternative to powder bed fusion printers by combining a three-axis laser head with a tilt-rotary table to provide five-axis control of the additive manufacturing process. BeAM calls this technology Directed Energy Deposition (DED).
“For example, we can build part features that are only 1/32-inch across while holding a tolerance of plus or minus a couple thou’ (0.002 in.), and attain a great surface finish,” Kron said. “That’s what separates us from our competition.”
Another thing that separates BeAM is its relative ease-of-use. Unlike powder bed printers, which require elaborate structures to support the workpiece during the build process, BeAM machines are able to rotate the part in whatever direction is needed to keep the molten metal from drooping or curling. This greatly reduces post-secondary machining time and its associated fixture costs, and makes it possible to generate shapes that are otherwise unachievable.
They’re also able to combine multiple materials such as stainless steel and titanium or copper and steel in a single workpiece, opening the door to enhanced electrical, thermal, and mechanical properties. BeAM’s DED technology allows users to add material to existing parts—repairing damaged turbine blades, perhaps, or adding features to previously machined products—or simply build those same parts from scratch. The result is increased flexibility for designers and end-users alike.
Teaming with BeAM
DED is similar in concept to laser cladding. It works by injecting metal powder roughly the consistency of bread flour into a stream of argon gas. The entrained material is then directed through a nozzle and into the path of a high-power fiber laser, which creates a melt pool on the surface of the burgeoning workpiece. For maximum material deposition, a second stream of gas can be applied, as can additional laser power—BeAM’s flagship model, the MAGIC 800, supports dual fiber lasers with up to 2kW power, five separate material hoppers, and a maximum build volume of 1200 x 800 x 800 mm (47 x 31 x 31 in.).
“You can think of our machine as you would a five-axis machining center, except that the spindle has been replaced with a laser deposition head,” explains BeAM’s business development manager Zeke Sudbury. “Since its introduction to the US market in 2016, it’s become popular with the aerospace, energy, and defense industries, and is beginning to move into the automotive market for use with tooling repairs.”
Because of this widespread interest, the “BeAM TeAM” is well-motivated to supply a product that’s extremely capable but easy to use as well. They’ve done exactly that, but because of its recent crash experience, and their constant need to push the boundaries of current CAM system capabilities, the company has also entered into an informal partnership with Irvine-based CGTech Inc., provider of the industry-leading VERICUT toolpath simulation and verification software system.
Creating New Problems
Anyone who owns and operates a five-axis CNC machining center can attest to the need for VERICUT. The collision potential is high on these machines, the programming is complex— and without a way to see in advance every aspect of the machining cycle, catastrophic events may be unavoidable.
Additive manufacturing only increases that possibility. “Think of it this way,” says Kron. “With a traditional five-axis machining program, you might generate ten to twenty thousand lines of G-code. We, on the other hand, regularly create programs with 70 million lines of code. It's exponentially different.”
It’s different enough that CGTech was faced with its own set of surprises—although their software did what BeAM wanted it to (eliminate future crashes), the extreme number crunching needed for some of BeAM’s simulations took longer than expected, even after additional computing power was thrown at the problem. VERICUT software engineers reviewed BeAM’s unique deposition strategies and responded by implementing software advancements designed specifically to meet its new customer’s needs.
“We were faced with a constant stream of 5-axis G-code, millions of lines of it,” says CGTech product manager Gene Granata. “On top of that, additive parts ‘grow,’ so there’s more part geometry prone to collisions further along in the machine cycle, which is the complete opposite of subtractive manufacturing. VERICUT’s unique Droplet technology records everything that happened while you built the part so you can come back later and analyze it if something isn’t quite right. While all this is taking place, VERICUT checks for collisions between the deposition heads and a workpiece that’s constantly growing. It’s no small task by any means. As a result of the collaborative effort supporting the engineers at BeAM, all our VERICUT additive customers will see significant performance increases in coming software releases.”
Cracking the Additive Nut
There is a happy ending to all this. Thanks to VERICUT, BeAM engineers now feel more confident that there won’t be any simple but very human mistakes when programming their machine tools. And the VERICUT team delivered a new release of their software to BeAM within a few weeks of the initial concern and continues to work with the company on additional enhancements, an effort that improves simulation capabilities for all of its additive manufacturing customers.
Says Kron, “We looked at all of the major manufacturing software providers for their simulation capabilities, and VERICUT was the only one that met our needs out of the box. Thanks to Gene and the others there, the product has gotten only better since then. Everyone has been really great to work with. That’s why we use VERICUT for our own program verification, and recommend it to many of our customers as well. It’s simply a great product.”



