Germany
Germany Italy
Italy USA
USA South Korea
South Korea UK
UK India
India France
France China
China Japan
JapanOptiPath
Knowledge-Based Machining
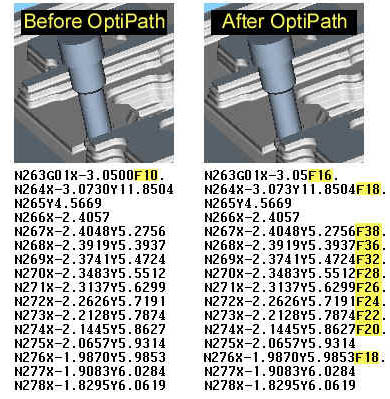
VERICUT is a true knowledge-based machining system: through the simulation process, it learns the exact depth, width, and angle of each cut. And it knows exactly how much material is removed by each cut segment. With that knowledge, OptiPath divides the motion into smaller segments. Where necessary, based on the amount of material removed in each segment, it assigns the best feed rate for each cutting condition encountered. It then outputs a new tool path, identical to the original but with improved feed rates. It does not alter the trajectory.
Simple Setup and Use
A setup wizard prompts you for cutter settings as you machine the part. Essentially, you add intelligence to the cutter. All the settings for that cutter are stored in an optimization library. You define the settings once. Every time you use that cutter the results can be instantly optimized! OptiPath also features a “learn mode” for creating the optimization library with no setup required. For each tool, OptiPath finds the maximum volume removal rate and chip thickness and uses them to determine the optimization settings for the tool.
How it Works…
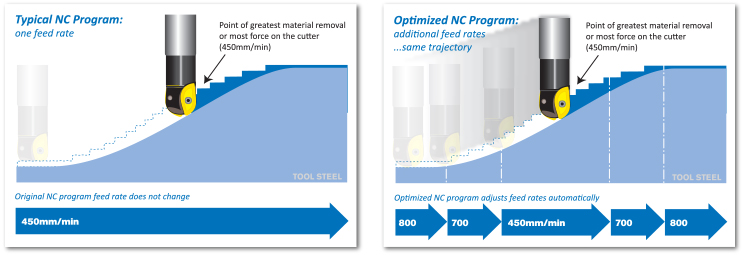
As the cutting tool encounters more material, feed rates decrease; as less material is removed, the feed rates speed up accordingly. Based on the amount of material removed by each cut segment, OptiPath automatically calculates and inserts improved feed rates where necessary. Without changing the trajectory, OptiPath writes the updated feed rates to a new NC program.
Could You Benefit from OptiPath? Do any of the following sound familiar? If so, OptiPath can help!
- Removing a lot of material
- Long machining times
- Large NC programs
- Interrupted cuts (multiple entry/exit)
- Cutting at variable depths/widths
- High speed machining
- Thin wall machining
- Delicate tooling and materials
- Expensive tooling and materials
- Hard materials, soft materials
- Older equipment
- Multiple parts
- Premature cutter wear/failure
- Optimizing programs “by ear”
- Reworking programs for feeds/speeds… or no time to do so
- CAM system and/or programmers don’t have necessary knowledge
- “Resident expert” retiring/leaving
- Poor surface finish
- Excessive bench time
- Chip thinning problems
- Cutter deflection problems
- Chatter in corners
- Air cuts or light cuts at slow or programmed feed rates
You input ideal feed rates for a number of predetermined machining conditions. OptiPath automatically combines them with factors such as machine tool capacity (horsepower, spindle type, rapid traverse speed, coolant, etc.); fixture and clamp rigidity; and cutting tool type (material, design, number of teeth, length, etc.), to determine optimum feed rate for each segment of each cut. OptiPath also considers factors dependent on the nature of the tool path such as:
- Cut depth
- Volume removal rate
- Entry feed rate
- Cut width
- Cutter wear
- Cut angle
This solution is automatic and determines the best feed rates before the program is loaded on the machine. It also uses the expertise of the NC programmer and machinist to determine the best feed rates for specific cutting conditions.